
3 min read
Smart Quarry Autonomous finalist for industry award; expands quarry-specific digital offerings
- Press release,Construction,Innovation and technology
5 min read

Automation is becoming a larger part of the longwall mining process; operators are moving farther from the face and its associated safety concerns. However, fewer operators means that those remaining on-site are not always visible to other mine personnel, effectively turning them into lone workers. This lack of visibility is of concern if an operator becomes incapacitated. Newer technologies, including powered roof supports (PRS) automation, advanced shearer automation (ASA) and personal proximity detection systems are designed to make mines more efficient while enhancing worker safety.
Our team has spent decades figuring out how to develop systems to extract personnel from hazardous areas. One particularly effective method is by using a remote management center (RMC), an information and control station situated a safe distance away from the longwall, positioning the operator in a secure environment while still giving them access to critical information, camera images and control of the key components of the operation.
Inbuilt automation of individual components of the longwall system are well-developed and proven by technologies such as PRS automation and ASA, which help facilitate smooth remote operation. Still, the level of achievable remote operation is largely dependent on the site, as adverse geology and unpredictable seams cannot always be detected during the mining process, meaning the number of manual interventions will rise and fall from project to project. Should an operator encounter an extreme situation, the RMC allows the operator to make manual interventions remotely using the information and images provided.
It all started with an idea to personalize workplace safety, before long, the proximity detection system was born. The key to the system is an identification tag, which is uniquely registered to each user, worn by all personnel on the longwall face. This allows each person to be tracked by name or specific job function. The tag transmits radio signals and uses relative RF signal strength, as well as an accelerometer, to accurately locate the operator’s position. This is then communicated over Joy’s Faceboss control system for powered roof supports. The radio signals transmitted by the individually identified tag are actioned by the PRS mimic to protect workers against automated advancing shields.
Halt and warning zone parameters give the mine the ability and flexibility to configure the proximity detection feature to best suit their operators and cutting sequences. This feature is designed to assure that if an operator is detected within the halt headway of an advancing shield, the shield will be stopped and set to the roof. In addition, the Faceboss system provides additional protection by allowing operators to pause and restart primes in order to safely pass a hazardous area. The same well-tested feature is utilized with the personal proximity detection system.
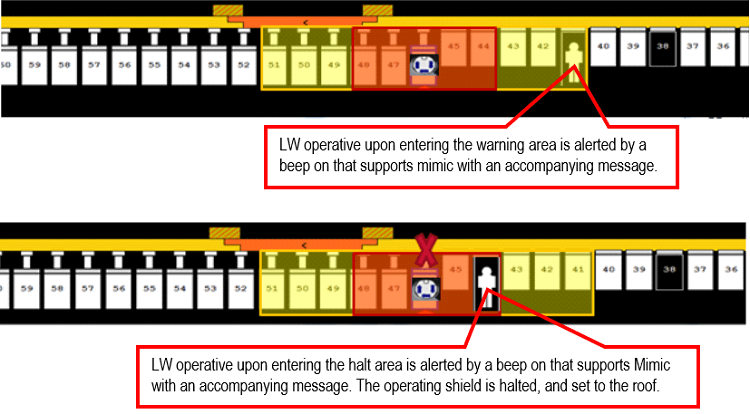 Halt and warning zones are configurable to suit each mine's application.
Halt and warning zones are configurable to suit each mine's application.
There’s a team of technologies that work together behind the scenes to make this complex system a success. MiWi is a wireless protocol that uses small, low-power digital radios based on the IEEE 802.15.4 standard. Placing several receivers near each other creates a high density of coverage that improves fault tolerance and allows multiple range measurements to be taken simultaneously.
Each tag is then fitted with a combination of MEMs (microelectromechanical system) sensors. The accelerometer and gyroscope are used to generate pedometer-style information, including step count, distance travelled, and to type of movement, such as detecting if the operator is stationary or walking. Those two then work with a magnetometer to determine the direction of travel.
The tag sends pings periodicallyand waits for a response. All Faceboss mimics are fitted with an integrated transceiver that works with the tag to send a report comprising of movement classification, ping power level, step count, distance travelled, and direction (collectively referred to as a the ‘movement vector’). It also sends a signal report. The tag’s ping power level is then dynamically adjusted to collect its configured number of responses.
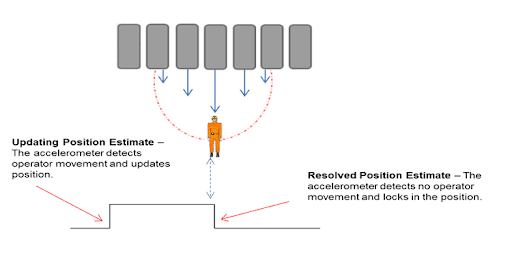 Representation of a step detection using the MEMs sensor.
Representation of a step detection using the MEMs sensor.
The PRS control system has knowledge of the entire longwall system. It can tell how advanced an individual powered roof support is, the precise shearer location and detect primed roof supports. This combination of information is referred to as environmental data. Once the system receives the tag signal and movement vector, it combines them with the environmental data to determine the location of the operator on the longwall.
The system can also provide localized audible and visual indication to an operator prompting them to interact with the mimic or pause a primed PRS. Before and during movement of equipment, the RS20 determines if the operation is safe based on the assigned operator level and type of operation requested. If the action is deemed unsafe, the movement will be stopped.
Individually identified tags are supplied in a leather pouch for easy attachment to an operator’s belt. It is recommended that the operator fit the tags to the front of the waist, as this will provide easy access for quick visual checks and personal comfort. The tag is powered by a rechargeable battery.
 The individually identified tag, also known as the personal wearable device (PWD) is supplied in a leather pouch for easy attachment to an operator’s belt.
The individually identified tag, also known as the personal wearable device (PWD) is supplied in a leather pouch for easy attachment to an operator’s belt.
Dedicated recharging facilities are provided on the surface of the mine. To assure that the operator’s tag is fully-charged and operating properly, a test station is used to both register the tag to the user and test its functionality. A large screen displays the status of the tag and any deficiencies found with the hardware and battery life is highlighted. The administrator will also use the surface test station to update personal information or specific job functions.
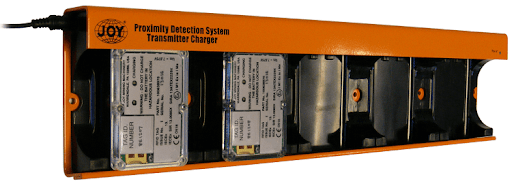 Locator chargers are used to charge the batteries for the individual tags. A fully charged tag will last a minimum of 24 hours before needing to be recharged.
Locator chargers are used to charge the batteries for the individual tags. A fully charged tag will last a minimum of 24 hours before needing to be recharged.
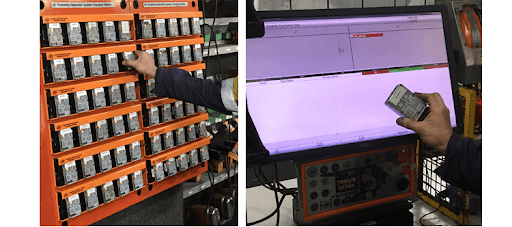 A fully charged tag is removed from the charging rack and tested prior to going underground.
A fully charged tag is removed from the charging rack and tested prior to going underground.
OEMs and mining operations are both striving to remove workers from harm’s way. As we work together toward zero harm, expect to see a rise in RMCs and an increased focus on products like the PRS to ensure that the workers who remain on the face return home safely every day.








